The pharmaceutical industry is looking to continuous processing to enhance production efficiency and product quality, in line with guidance from the regulatory agencies. However, in order to maximise the benefit of continuous processing, and obtain regulatory approval, it is necessary to establish the link between the processing parameters and the product attributes - something that is difficult to achieve due to the insensitivity of many traditional methods for powder and granule testing.
This study summarises initial work between Freeman Technology and GEA which has explored the relationship between granule properties and variation in formulation and processing parameters in a continuous manufacturing environment. To achieve this the capabilities of GEA’s ConsiGmaTM continuous high shear wet granulation and drying system and Freeman Technology’s FT4 Powder Rheometer® have been employed to continuously manufacture granules and then quantify the differences in their properties as a consequence of changing processing parameters and formulation.
The study was subsequently extended to include tablet manufacture, where correlations between granule properties and critical quality attributes of the tablets were identified, providing the information required for true Quality by Design (QbD).
A range of experiment was undertaken to evaluate the properties of granules produced by varying water addition, input powder feed rate and granulator screw speed, using two simple powder formulations based around paracetamol (APAP) and dicalcium phosphate (DCP).
Figures 1 and 2 show how different materials respond to changes in processing parameters of the ConsiGma-1.


Figure 1 & 2
The data gathered from the APAP formulation (Figure 1), shows increasing water content results in higher Basic Flowability Energy (BFE) for all screw speeds (for a fixed input feed rate of the powder).
Additionally, for the APAP, it can be seen that a lower screw speed also results in higher BFE.
The Basic Flowability Energy (BFE) quantifies the dynamic flow behaviour of the powder or wet mass being characterised. It is a measure of how the material resists being made to flow when a specially designed blade is passed through a representative sample and can be used as a precise and sensitive measure of the properties and quality of any given bulk material.
Both trends were expected, as higher water content, and lower screw speeds (which induce more shear), produce larger, denser, more adhesive granules. Both effects lead to a higher resistance to forced flow (higher BFE). However, it can also be seen that the increase in BFE is linear with respect to water content, but not screw speed.
What is also observed is that a screw speed of 600rpm at a water content of 11% generates granules with a very similar BFE to those generated using a screw speed of 450rpm and a water content of 8%.
Considering the DCP formulation (Figure 2), the BFE substantially decreases with an increase in powder feed rate (at a water content of 15% and a fixed screw speed of 600rpm).
Additional data shows it is possible to achieve the same granule properties at higher water contents, by increasing the feed rate. For this formulation, granules with 25% water content, with a feed rate of 25kg/hr should have similar properties to granules containing 15% water made at a feed rate of 18kg/hr.
Given this evidence from two dissimilar substrates, it should, therefore be straight forward to generate granules with specific properties (as described by their BFE value) using multiple different combinations of water content, screw speed and feed rate.
To demonstrate this concept, that granules with specific properties can be generated from multiple combinations of processing conditions, the manufacture of granules, where specific BFE values were targeted, was undertaken using the APAP formulation.
As can be seen in Table 1, a number of different process ‘Conditions’ were used to generate granules of two different properties. The BFE of Conditions 1 & 2 generated values around 2200mJ when testing the wet mass, whereas Conditions 3 & 4 had BFE values around 3200mJ. As the granules progress through the manufacturing process, the relative BFE values remain consistently grouped - the BFE’s of Conditions 3 & 4 always higher than those of 1 & 2 (see Figure 3).

Table 1
The table of results and graph below show how the bulk flow properties of the granules change with respect to the different stages of manufacture. Conditions 3 & 4 show an increase in BFE following drying, in contrast to the trend observed for Conditions 1 & 2. This increase is due to the granules large relative size, combined with increased density and hardness, resulting in increased mechanical interlocking and thus a higher resistance to forced flow. For the granules of Conditions 1 & 2, their weaker structure, lower density and smaller relative size results in comparable or lower BFE for the dried granules compared to their properties when in a wet form (see Table 1 and Figure 3).

Figure 3
Following milling, the BFE values tend to converge as the particle size is normalised, but there is still a distinct difference in the physical properties of each pair of granules, as shown by the relative BFE values. These differences are retained following lubrication.
This observation suggests that granule properties are dependent on manufacturing conditions, but importantly it is possible to produce the required granule quality using more than one manufacturing route.
This is an extremely significant result for the formulation scientist, process engineer and equipment designer as it allows much greater scope in developing formulation / unit operation combinations to generate products of a specific quality.
However, this conclusion, whilst arguably important as a stand-alone result, will only prove to have greater significant if there is a strong relationship between the attributes of the granules and the attributes of the final product - the manufactured tablet.
Thus the four batches of the wet, dried, milled, and then lubricated granules were tableted using a GEA ModulTM S rotary tablet press (Figure 4). The strength of the subsequent tablets was measured using a Dr. Schleuniger Pharmatron 8M tablet hardness tester.


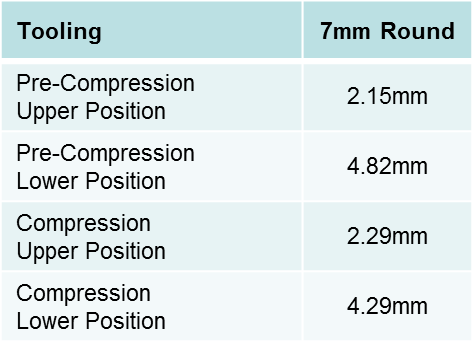
Figure 4
The correlation is extremely strong between tablet hardness and the BFE for the dried and milled granules with an R2 value of greater than 0.99 (Figure 5). The slightly poorer (but still significant) correlation for the wet mass and lubricated granules can be attributed to the presence of the
additional components - water or lubricant (MgSt) - which are known to have an exaggerated influence on the bulk flow properties considering their low concentrations.
The graph below shows how the tablet hardness correlates with the flow properties of the granules at each stage.

Figure 5
It is therefore possible to conclude that there is a direct relationship between the bulk flow properties of the granules at all stages of manufacture, as quantified by the BFE, and a critical attribute (CQA) of the final tablet.
These results also provide the opportunity to develop scaling criteria for batch granulation processes. Once a specific BFE has been identified as giving the optimal CQA for the final product, the manufacturing requirement is no longer focussed on particular equipment types oroperational settings. As long as the wet granule attains the target BFE, the tablet quality can be assured.
This study shows how it is possible to generate specific tablet properties using different combinations of process conditions - a significant step towards a full Design Space specification. Future work will assess the correlation between granule properties and other CQAs of the tablet, such as content uniformity, weight variation and dissolution.

| FT4 Powder Rheometer® The FT4 (left) is a universal powder tester that provides automated, reliable and comprehensive measurements of bulk material characteristics. This information can be used to quantify the effect of process and product development. The FT4 measures a number of characteristics of the bulk material. Specialising in the measurement of flow properties, the FT4 also incorporates a shear cell, and the ability to measure bulk properties like density, compressibility and permeability. |

Photo courtesy of GEA Pharma Systems | ConsiGma-1 The ConsiGma-1 (left) is the lab-scale version of the ConsiGma concept. This system consists of a patented continuous high shear granulator and a small dryer capable of running campaigns of a few hundred grams up to several kilograms. It is capable of producing granules in a continuous manner, without significant start-up and shut-down waste. It incorporates a unique combination of integrated controls to enable the manufacture of granules with wide ranging properties. The low residence time of the twin screw granulator means that process variables, such as screw speed and water content can be adjusted, with almost immediate effect on the properties of the wet granules. |
Author Biography

Tim Freeman, Managing Director, Freeman Technology
Tim Freeman is Managing Director of powder characterisation company Freeman Technology for whom he has worked since the late 1990s. He was instrumental in the design and continuing development of the FT4 Powder Rheometer® and the Uniaxial Powder Tester. Through his work with various professional bodies, and involvement in industry initiatives, Tim is an established contributor to wider developments in powder processing.
Tim has a degree in Mechatronics from the University of Sussex in the UK. He is a mentor on a number of project groups for the Engineering Research Center for Structured Organic Particulate Systems in the US and a frequent contributor to industry conferences in the area of powder characterisation and processing. A past Chair of the American Association of Pharmaceutical Scientists (AAPS) Process Analytical Technology Focus Group Tim is a member of the Editorial Advisory Board of Pharmaceutical Technology and features on the Industry Expert Panel in European Pharmaceutical Review magazine. Tim is also a committee member of the Particle Technology Special Interest Group at the Institute of Chemical Engineers, Vice-Chair of the D18.24 sub-committee on the Characterisation and Handling of Powders and Bulk Solids at ASTM and a member of the United States Pharmacopeial (USP) General Chapters Physical Analysis Expert Committee (GC-PA EC).
www.micromeritics.com.cn
info@freemantech.com.cn
-----------------------------------------------------------------------
Editor's Note:
To become a freelance writer of En-CPhI.CN,
welcome to send your CV and sample works to us,
Email: Julia.Zhang@ubmsinoexpo.com.




 ALL
ALL Pharma in China
Pharma in China Pharma Experts
Pharma Experts Market News
Market News Products Guide
Products Guide Brand Story
Brand Story






























 Pharma Sources Insight January 2025
Pharma Sources Insight January 2025








