The presence of free water can fundamentally influence the flow properties of a powder. Depending on the hygroscopic properties of the material, water can act as a lubricant, an adhesive, or a mechanism for granulation, each of which will change the way in which the powder will behave. The ability to evaluate the flow properties of a wet mass, in comparison to the dry powder, can therefore provide valuable information on a powder’s response to the presence of moisture, whether this is an intentional stage in a production process, e.g. wet granulation, or a result of exposure to humid conditions.
Liquid bridging occurs where free water is distributed throughout a powder, and typically causes an increase in Flow Energy reflecting the more cohesive nature of the wet mass. At low moisture concentrations, the degree of liquid bridging is low, and particles can still readily move with respect to each other. However, as moisture concentration increases, liquid bridges becomes more prevalent, causing particles to adhere to each other, resulting in an increased resistance to movement and a corresponding increase in Flow Energy. Conversely, free water can act as a lubricant, reducing Flow Energy, or as a mechanism for granulation, leading to large, efficiently packed granules often with a significantly higher Flow Energy, (see ‘W7030 – Basic Flowability Energy’ for further information).
The Flow Energy of a wet mass is easily measured using the FT4 Powder Rheometer® Dynamic Flow test methodology. This is a quick and simple test that can be performed on multiple samples in quick succession, (such as those drawn from a granulator during the granulation process). A single test is carried out on each sample, as opposed to the multiple test approach employed in the standard Dynamic protocols. Tests should be carried out as soon as the sample is available, to minimise moisture loss during preparation.
Procedure
A range of conditions should be used to generate samples with different properties depending on the variable to be evaluated, e.g. water content, blending time, water addition rate, etc.
Aliquots of the resulting wet masses should be removed and immediately tested using a truncated Dynamic Flow test, consisting of a single Conditioning cycle followed by a vessel split, in order to generate a fixed sample volume, which is then subjected to a single standard Test cycle. If required, additional equations can be added to the test program to allow further parameters to be automatically derived from the resulting data. The Flow Energy measurements from the individual tests can then be collated to generate Flow Energy profiles as a function of the controlled variable.
Example Investigation
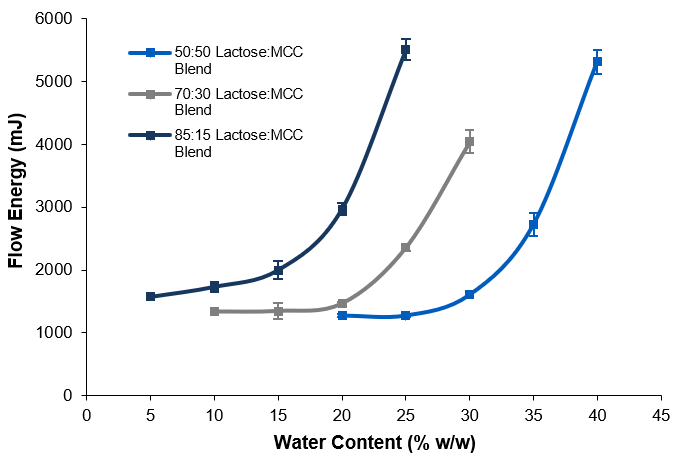
Three samples of differently proportioned Lactose:MCC blends were granulated with varying quantities of water. Aliquots of the granulates were extracted from the granulator and immediately tested using the truncated FT4 Dynamic Flow test described above.
In this example, the transition from a cohesive wet mass to a more free-flowing, efficiently packed granulate is evidenced by a sharp increase in Flow Energy as a critical water content is achieved for each blend. As the MCC content of the blend increases, more water is required to form a granulate, reflecting the more hygroscopic properties of MCC. In each case, the conditions under which the wet mass becomes a granulated mass can be accurately determined, optimising the granulation process by avoiding over- or under-granulation.
Conclusions
The FT4 Powder Rheometer is an effective tool for characterising the flow properties of a wet mass. The presence of free water can introduce significant variability in how a powder behaves due to the formation of unstable agglomerates and the non-uniform distribution of moisture. However, by evaluating the Flow Energy of the bulk material, a reliable and accurate assessment of its flow properties can achieved which can then be correlated with process experience and Critical Quality Attributes to define the conditions that are conducive to optimal performance and a high quality final product.
Author Biography

Tim Freeman, Managing Director, Freeman Technology
Tim Freeman is Managing Director of powder characterisation company Freeman Technology for whom he has worked since the late 1990s. He was instrumental in the design and continuing development of the FT4 Powder Rheometer® and the Uniaxial Powder Tester. Through his work with various professional bodies, and involvement in industry initiatives, Tim is an established contributor to wider developments in powder processing.
Tim has a degree in Mechatronics from the University of Sussex in the UK. He is a mentor on a number of project groups for the Engineering Research Center for Structured Organic Particulate Systems in the US and a frequent contributor to industry conferences in the area of powder characterisation and processing. A past Chair of the American Association of Pharmaceutical Scientists (AAPS) Process Analytical Technology Focus Group Tim is a member of the Editorial Advisory Board of Pharmaceutical Technology and features on the Industry Expert Panel in European Pharmaceutical Review magazine. Tim is also a committee member of the Particle Technology Special Interest Group at the Institute of Chemical Engineers, Vice-Chair of the D18.24 sub-committee on the Characterisation and Handling of Powders and Bulk Solids at ASTM and a member of the United States Pharmacopeial (USP) General Chapters Physical Analysis Expert Committee (GC-PA EC).
www.micromeritics.com.cn
info@freemantech.com.cn
-----------------------------------------------------------------------
Editor's Note:
To become a freelance writer of En-CPhI.CN,
welcome to send your CV and sample works to us,
Email: Julia.Zhang@ubmsinoexpo.com.




 ALL
ALL Pharma in China
Pharma in China Pharma Experts
Pharma Experts Market News
Market News Products Guide
Products Guide Brand Story
Brand Story

























 Pharma Sources Insight January 2025
Pharma Sources Insight January 2025








