Dry granulation by roller compaction is a continuous process applied routinely to convert fine, difficult to handle powders into uniform granular products that flow freely and perform efficiently in subsequent manufacturing steps. The advantages of roller compaction include relatively modest capital investment, low running and maintenance costs, and high energy efficiency. Particularly suitable for moisture or heat sensitive materials and those that require ultra-high containment, dry granulation is an important step in the manufacture of pharmaceuticals.
Processing powder blends can present a number of challenges: component powders may be poorly flowing in the process, the blends may be susceptible to segregation, or the formation of agglomerates may affect homogeneity. Granulation is used in a range of industries and applications to combine multiple components of a blend into a more free-flowing, homogeneous intermediate product for downstream processing. It is frequently carried out as a wet process, but the resultant wet mass has to be dried and milled to generate a processable product. This can be time consuming and expensive, and in some cases not possible due to chemical and/or thermal degradation of the active ingredient.
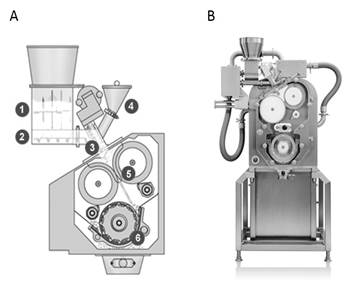

MINI-PACTOR® Roller Compactor FT4 Powder Rheometer®
(Gerteis Maschinen+Processengineering AG, Switzerland) (Freeman Technology Ltd)
Dry granulation has significant benefits in terms of both processing and cost reduction, and can be used with sensitive materials. However, there is little indication of which process parameters produce optimal granulate quality in order to achieve interruption free processing and high-quality products. Most equipment suppliers and product manufacturers therefore rely on historical and ad-hoc trial information to identify suitable parameters.
This application note details the joint study undertaken by Freeman Technology Ltd. and Gerteis Maschinen+Processengineering AG, to investigate how process parameters influenced the properties of the dry granulate of a placebo formulation.
Methods
A placebo formulation consisting of 70% lactose, 29.5% microcrystalline cellulose and 0.5% magnesium stearate was granulated using a Gerteis MINI-PACTOR® roller compactor, on which the Roll Gap, Compaction Force and roller speed can be varied together with the screen/sieve size. The resulting granulates were evaluated using a Freeman Technology FT4 Powder Rheometer® to quantify the dynamic, bulk and shear properties.
The Effect of Compaction Force
Six identical batches of the feedstock were processed in the MINI-PACTOR® at different Compaction Forces:
| | I | II | III | IV | V | VI |
Compaction Force (kN/cm) | 3.0 | 4.5 | 6.0 | 7.5 | 9.0 | 12.0 |
The roll gap was maintained at 3 mm, the roller speed at 2.5 RPM and the screen size at 1 mm. The resulting six batches of granules were subsequently evaluated using the FT4 Powder Rheometer®, to investigate the effect of Compaction Force on granule properties.
Conditioned Bulk Density and Compressibility
Linear correlations were observed in which the Conditioned Bulk Density (CBD) and Compressibility of the granulate varied with Compaction Force, with a higher force generating higher CBD and lower Compressibility.
A greater Compaction Force generates more uniform granules that pack more efficiently. This efficient packing leads to fewer air voids, increasing the bulk density of the material and resulting in less available space into which granules can move when subjected to an applied stress.
Permeability

A strong relationship was observed between Permeability and Compaction Force, with a higher force generating higher Permeability.
The granules produced at a higher Compaction Force generate a bulk that is more resistant to compaction. This means that channels between the granules can be maintained when the bulk is subjected to an external stress, allowing air to pass through more easily.
The results show a direct correlation between Compaction Force and CBD, Permeability and Compressibility. As Compaction Force increases, Compressibility decreases and Permeability and CBD of the resultant granulate increase. These properties are all indicative of more efficient packing and typically associated with more free-flowing materials.
In contrast to the Dynamic Flow and Bulk data, shear properties provided had little influence, with the Shear Cell test results providing no differentiation between the samples and no correlation observed between the Wall Friction Angle and Compaction Force. Shear Cells were primarily designed for evaluating the onset of flow for continuous, cohesive powders under high stress, so the lack of correlation to a dynamic, low stress process is not unexpected.
The Effect of Roll Gap
Six identical batches of the feedstock were processed in the MINI-PACTOR® using different Roll Gaps:
| | I | II | III | IV | V | VI |
Roll Gap (mm) | 1.5 | 2 | 2.5 | 3 | 4 | 5 |
The Compaction Force was maintained at 4.5 kN/cm, the roller speed at 2.5 RPM and the screen size at 1 mm. The resulting six batches of granules were evaluated using an FT4 Powder Rheometer®, to investigate the effect of Roll Gap on granule properties.
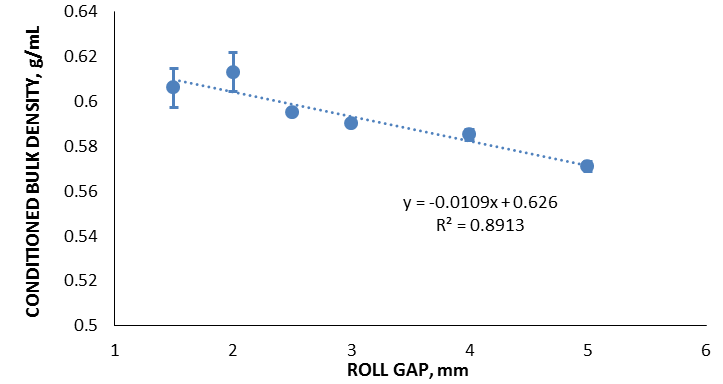
Conditioned Bulk Density
The bulk density of the granules decreased as Roll Gap increased, suggesting the larger gap generates less consistent granules with a wider size distribution.
Materials with a wide PSD typically pack less efficiently, entraining more air and reducing the density of the bulk.
Consolidation Index and Permeability
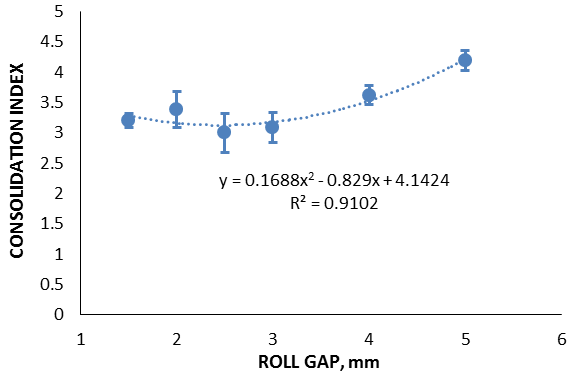
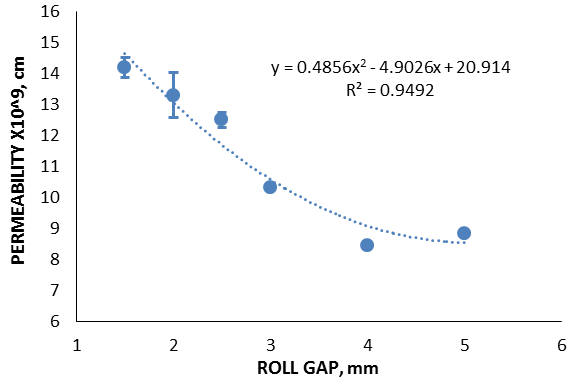
Robust relationships were also observed in which the Consolidation Index (CI) and Permeability of the granulate varied with Roll Gap, with a larger Roll Gap resulting in a greater sensitivity to vibrational consolidation and lower Permeability.
This again suggests that a larger Roll Gap generates granules with a wider particle size distribution that pack less uniformly and entrain more air within the bulk. When the granules are subjected to vibration, the particles readily re-align and repack into a more efficiently packed structure, expelling the air and causing a large increase in flow energy. Furthermore, the less uniform packing structure does not allow stable air channels to be established, resulting a reduction in Permeability.
As the Roll Gap increases the resulting granules are less uniform due to the less consistent consolidation regime established between the rollers. This is likely to result in greater variation in size distribution, shape and surface texture of the granules, manifested by a reduction in particle packing efficiency as demonstrated by the higher CI value, and lower Permeability and CBD values.
Variation of Compaction Force and Roll Gap
Nine identical batches of the feedstock were evaluated at varying levels of Compaction Force and Roll Gap, to see if these followed similar trends compared to those observed when varying only Roll Gap or Compaction Force.
| | I | II | III | IV | V | VI | VII | VIII | IX |
Roll Gap (mm) | 1.5 | 2 | 2.5 | 3 | 4 | 5 | 1.5 | 3 | 5 |
Compaction Force (kN/cm) | 4.5 | 4.5 | 4.5 | 4.5 | 4.5 | 4.5 | 9 | 9 | 9 |
Conditioned Bulk Density and Compressibility
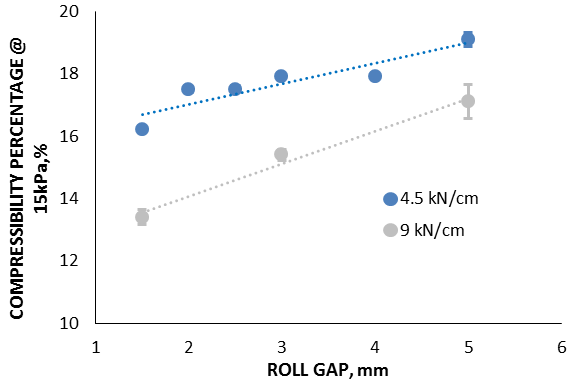
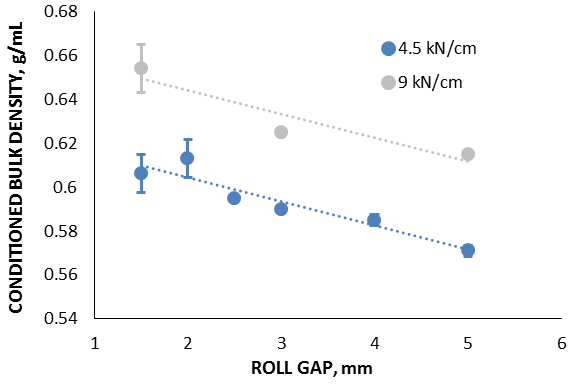
The granules produced using a 9 kN/cm Compaction Force over a range of Roll Gap values consistently have a higher CBD and a lower Compressibility than those produced at 4.5 kN/cm, supporting the observations in the initial investigations. Comparable linear relationships were observed between Roll Gap and CBD at both 4.5 kN/cm and 9 kN/cm Compaction Force, suggesting that the relationship between Roll Gap and CBD is independent of Compaction Force. However, the relationship between Roll Gap and Compressibility does not show the same independence. At 9 kN/cm, Compressibility exhibits a sharper increase as Roll Gap increases, suggesting that Roll Gap has a greater influence on granule properties at higher Compaction Forces.
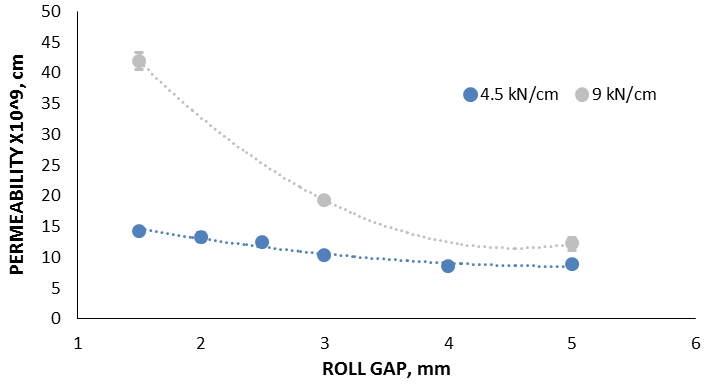
Permeability
The granules produced at 9 kN/cm Compaction Force consistently have a higher Permeability than those produced at 4.5 kN/cm, indicating that the higher Compaction Force generated more uniformly packed, more permeable granules. The results confirmed relationship previously observed between Roll Gap and Permeability, however the curve is significantly more pronounced at the higher Compaction Force, reinforcing the suggestion that Roll Gap has a greater influence on granule properties at higher Compaction Forces.
Conclusions
Quality by Design dictates that the relationship between materials and processes should be well understood, in order to be able to control and optimise process performance and ensure final product quality. The results generated here demonstrate that it is possible to identify the Critical Process Parameters required to optimise a roller compaction process to produce granules with properties that directly influence performance in downstream operations and Critical Quality Attributes of the final product.
Clear and repeatable trends have been observed in the flow properties measured by the FT4, demonstrating how rheological properties of the granules are predictably influenced by the process parameters. The Permeability, Compressibility and Conditioned Bulk Density of the samples exhibited robust correlations with modes of operation of the roll compactor, with the overall suggestion that a combination of smaller Roll Gap and higher Compaction Force is more likely to result in more uniform/consistent granules which form a more efficiently packed powder bed typically associated with free-flowing powders.
This study indicates the value of powder rheology in a comprehensive, multivariate approach to powder characterisation. Flowability is not a fundamental material property, but instead reflects how multiple properties contribute to the overall ability of a powder to perform in a specific piece of equipment. Subtle variations in an individual property may lead to a noticeable difference in process performance, meaning that several characterisation methodologies are required, the results from which can be correlated with process ranking to produce a design space of parameters that correspond to acceptable process behaviour.
Author Biography

Tim Freeman, Managing Director, Freeman Technology
Tim Freeman is Managing Director of powder characterisation company Freeman Technology for whom he has worked since the late 1990s. He was instrumental in the design and continuing development of the FT4 Powder Rheometer® and the Uniaxial Powder Tester. Through his work with various professional bodies, and involvement in industry initiatives, Tim is an established contributor to wider developments in powder processing.
Tim has a degree in Mechatronics from the University of Sussex in the UK. He is a mentor on a number of project groups for the Engineering Research Center for Structured Organic Particulate Systems in the US and a frequent contributor to industry conferences in the area of powder characterisation and processing. A past Chair of the American Association of Pharmaceutical Scientists (AAPS) Process Analytical Technology Focus Group Tim is a member of the Editorial Advisory Board of Pharmaceutical Technology and features on the Industry Expert Panel in European Pharmaceutical Review magazine. Tim is also a committee member of the Particle Technology Special Interest Group at the Institute of Chemical Engineers, Vice-Chair of the D18.24 sub-committee on the Characterisation and Handling of Powders and Bulk Solids at ASTM and a member of the United States Pharmacopeial (USP) General Chapters Physical Analysis Expert Committee (GC-PA EC).
-----------------------------------------------------------------------
Editor's Note:
If you have any suggestion to the content,
please email: Julia.Zhang@ubmsinoexpo.com




 ALL
ALL Pharma in China
Pharma in China Pharma Experts
Pharma Experts Market News
Market News Products Guide
Products Guide Brand Story
Brand Story























 Pharma Sources Insight January 2025
Pharma Sources Insight January 2025








