By Tim Freeman, Managing Director, Freeman Technology
Powder Flow
There are many variables that influence powder behaviour. Controlling powder properties, particularly flowability, is essential for efficient handling, and is made much easier by some understanding of which variables to change, and how, to achieve desirable behaviour. In this article we will focus on particle size, one of the most widely recognised influencers of powder flow properties.
The effects of decreasing particle size
The effect of particle size on bulk powder properties stems principally from its impact on the relationship between the strength of inter-particle bonds and the motive forces of gravity that act on the particles.
The schematic above shows the forces acting on and between three adjacent particles. When powder is required to flow under gravity (in contrast to forced flow), as in many process environments, it is the magnitude of the “mg” component relative to the restrictive inter-particular forces “f” that dictates whether flow occurs. If the gravitational forces acting are large in relation to the inter-particulate forces, then particles can move, and the material flows. However, as particle size reduces, a reduction in particle mass also occurs, directly influencing the gravitational motive force acting on each particle. The result is a more cohesive bulk material, and generally speaking, it is for this reason that powders with a small particle size tend to be more cohesive.
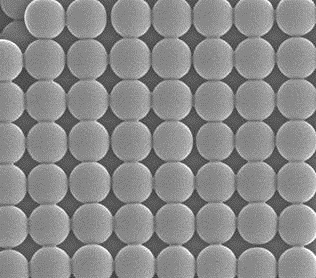
In terms of packing behaviour, large particles tend to pack closely together to form beds with substantial voidage but little entrained air, in which individual particles are all touching. The strong inter-particle forces of finer more cohesive powders on the other hand, make them more prone to forming agglomerated ‘structures’ that trap air within the powder bulk. These differences in packing behaviours have a marked impact on the flow characteristics of the powder.
Impacts on powder flowability
Powder flowability can be directly quantified by measuring flow energies. These are dynamic powder properties derived from measurements of the axial and rotational forces acting on a blade as it rotates through a powder sample. Specific Energy (SE) is measured by rotating the blade up through the sample, imposing a gentle lifting action, while Basic Flowability Energy (BFE) measurement involves a downward traverse of the blade and the application of a compacting flow pattern.
To explore in more detail how particle size affects flow behaviour let’s contrast some flow energy measurements for spray dried lactose with a Dv50 of 130 microns, with some equivalent data for lactose finely milled to a Dv50 of 20 microns.
| | Spray dried lactose | Finely milled lactose |
| Specific Energy (mJ/g) | 4.8 | 9.6 |
| Basic Flowability Energy (mJ) | 1200 | 635 |
SE values reflect how a powder flows when unconfined, or in a low stress environment, such as during low shear mixing or dosing into blisters, and tends to correlate closely with cohesivity. Here, for the reasons previously outlined, the finer, milled lactose is more cohesive and the SE is correspondingly higher, as would be expected.
The BFE results show a different trend suggesting that under forcing conditions, such as might be applied during extrusion or in forced-flow filling of a die, the finer lactose will flow more easily. This observation is attributable to differences in the structure and packing within the two beds, rather than the cohesive forces. The bed made up of finer material absorbs the movement of the blade, because of the air trapped within it. The air makes the bed locally compressible, so less energy is required to move the blade through it, assuming the trapped air is simply redistributed within the bed and is not squeezed out.
The spray dried lactose, in contrast, can exert considerable resistance to a compacting action. The larger particles are all touching and can easily lock up, and there is no trapped air to cushion the movement of the blade. The result is a much higher BFE. This mechanism can be visualised by considering the resistance observed when applying a vertical load on two different materials in a beaker. A more cohesive flour sample would compress easily, where by contrast, sand would greatly resist motion. Sand is more resistant to flow when in a confined environment.
Relevant measurement
The results above provide some insight into how particle size affects powder flow behaviour and highlight the importance of characterizing powders under conditions that relate to how they are being handled. They illustrate how different types of powder can exhibit markedly different flow behaviour depending on how they are being induced to flow.
Reliable particle size information has been available for some time and so the influence of particle size on power behaviour is relatively well understood and appreciated, as this discussion illustrates.
Please take a look at the other articles in this series where I examine the effect of other variables, such as particle shape.
Author Biography
Tim Freeman, Managing Director, Freeman Technology
Tim Freeman is Managing Director of powder characterisation company Freeman Technology for whom he has worked since the late 1990s. He was instrumental in the design and continuing development of the FT4 Powder Rheometer® and the Uniaxial Powder Tester. Through his work with various professional bodies, and involvement in industry initiatives, Tim is an established contributor to wider developments in powder processing.
Tim has a degree in Mechatronics from the University of Sussex in the UK. He is a mentor on a number of project groups for the Engineering Research Center for Structured Organic Particulate Systems in the US and a frequent contributor to industry conferences in the area of powder characterisation and processing. A past Chair of the American Association of Pharmaceutical Scientists (AAPS) Process Analytical Technology Focus Group Tim is a member of the Editorial Advisory Board of Pharmaceutical Technology and features on the Industry Expert Panel in European Pharmaceutical Review magazine. Tim is also a committee member of the Particle Technology Special Interest Group at the Institute of Chemical Engineers, Vice-Chair of the D18.24 sub-committee on the Characterisation and Handling of Powders and Bulk Solids at ASTM and a member of the United States Pharmacopeial (USP) General Chapters Physical Analysis Expert Committee (GC-PA EC).
www.freemantech.com.cn
info@freemantech.com.cn
Introduction
Following Tim Freeman's articles on Powder Flow,
understanding powder behaviour to optimise process performance, increase productivity and improve quality.
More Articles by Tim Freeman:
Tim Freeman's Powder Flow Feature: What Makes a Powder Flow?
Tim Freeman's Powder Flow Feature: Understanding Powders




 ALL
ALL Pharma in China
Pharma in China Pharma Experts
Pharma Experts Market News
Market News Products Guide
Products Guide Brand Story
Brand Story




























 Pharma Sources Insight July 2025
Pharma Sources Insight July 2025








