The goal of process characterization is to demonstrate the robustness of the manufacturing process by understanding the relationship between critical operating parameters and final performance.
The technical information of characterization research is crucial for process qualification and has become a research focus in recent years. Since conducting research directly on the manufacturing scale is practically infeasible, the development of a reduced-scale model that represents the commercial process performance is vital for achieving reliable process characterization.
During the development of a scale-down model, it is important to demonstrate the equivalence of key performance parameters between the experimental and commercial scales. Ideally, the cell culture performance at the commercial scale should serve as a baseline to guide the development of the scale-down model. If full-scale data is not available, pilot-scale performance can be used to provide preliminary scale-up information, albeit with some risks in process characterization qualification. If commercial-scale data becomes available, the model should be re-evaluated.
A typical process of developing and qualifying a scale-down model is illustrated in Figure 1. Lab-scale bioreactors are commonly used as primary scale-down models for the production phase, while other culture systems such as shake flasks and spinner flasks are utilized for the seed culture phase and raw material screening. A good scale-down model not only requires matching the operational setpoints for large-scale performance but also needs to possess the capability to respond to changes in critical operating parameters. As it is unrealistic to compare two scales beyond normal operating conditions, an appropriate scaling-down strategy is necessary to ensure inherent consistency between scales. This can then be used in process characterization studies to test the impact of changes in operating parameters on process performance and product quality attributes.
Cell culture operating parameters can be divided into volume-related parameters (e.g., working volume, feed volume, agitation, aeration) and non-volume-related parameters (e.g., pH, dissolved oxygen, temperature). A general strategy for scale-down model development is to scale down the volume-related parameters while maintaining the same setpoints for non-volume-related parameters as used in the large-scale process. However, some volume-related parameters, such as bioreactor agitation speed and aeration rate, are difficult to scale down linearly due to differences in bioreactor geometry, liquid surface area-to-volume ratio, gas state, and control capabilities. Therefore, as long as these changes do not significantly alter the final process performance and product quality, the same operating conditions for volume-related parameters can be adopted across different scales.
Once the scale-down model is established, it needs to be qualified by demonstrating equivalent performance to the large-scale process. Key performance parameters for the cell culture process, such as cell growth and product quality attributes along with their acceptable ranges, need to be defined as qualification criteria for the scale-down model. Ideally, a scale-comparison study is conducted with parallel runs of the center points of each parameter except for volume-related parameters, under operational conditions using the same raw materials, media, and inoculum.
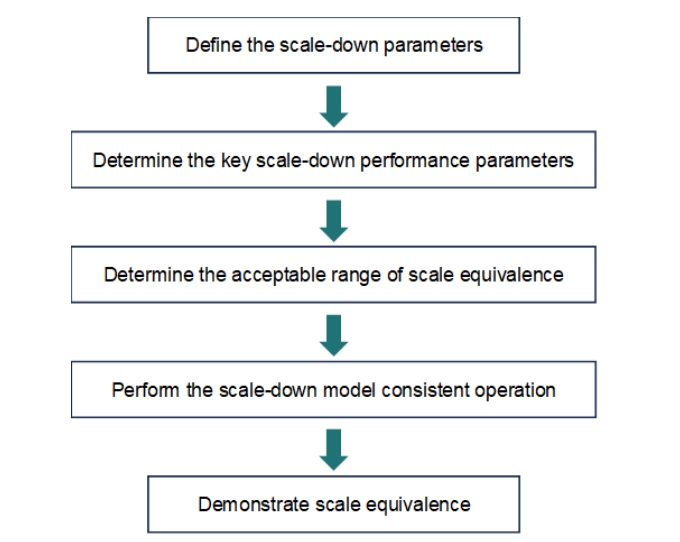
Figure 1. Development and Qualification of a Scale-Down Model
Large-scale commercial production of biopharmaceuticals, which is gradually scaled up from small volumes, typically adopts the proportional scaling of key parameters based on simulation through accumulated scale-up experience. During normal production, it is necessary to regularly validate/verify the production process to ensure its stability. However, directly using large-scale production volumes for process qualification carries significant risks and potential losses. In such cases, a scale-down model (small-scale) is required to conduct preliminary process qualification of critical process operating points. After successful qualification of the scale-down model, large-scale process qualification can then be performed to control risk points and avoid unnecessary losses. Alternatively, the scale-down model can be optimized for process reference and then scaled up to large volumes.
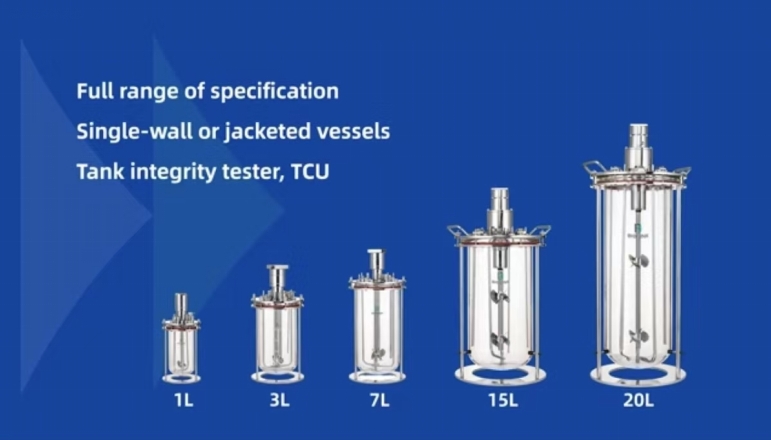
The benchtop glass bioreactors (1L to 20L) produced by BioLink can satisfy the needs of small-scale laboratory volume cell culture, with various culture volumes available to meet different culture volume requirements. The sensitive and stable DO and pH control ensures the monitoring of process parameters, facilitating the development and qualification of scale-down models and better process parameter qualification. Equipped with audit trail function, it collaborates in recording relevant operational steps.
CytoLinX® GB Benchtop Glass Bioreactors
Features:
• High configurability: Flexibility and adaptability with more options, enabling more flexible process development and characterization (various volumes can be provided upon request).
• Wide range of applications: Customizable to meet clients' specific process requirements, also suitable for ADC and mRNA fields.
• Strong durability: The vessel body is made of high borosilicate glass, ensuring high temperature resistance, good corrosion resistance, and easy cleaning.
• High stability: Stable equipment control with excellent temperature, DO, and pH linkage control effects.
• Multiple options: Both large and micro spargers can be selected according to different processes, meeting a variety of process requirements.
Reference:
Feng Li, Yasunori Hashimura, Robert Pendleton, Jean Harms, Erin Collins, and Brian Lee Practical Considerations for the Scale-Up of Chinese Hamster Ovary (CHO) Cell Cultures. Biotechnol. Prog. 2006, 22, 696-703




 ALL
ALL Pharma in China
Pharma in China Pharma Experts
Pharma Experts Market News
Market News Products Guide
Products Guide Brand Story
Brand Story
























 Pharma Sources Insight January 2025
Pharma Sources Insight January 2025








